


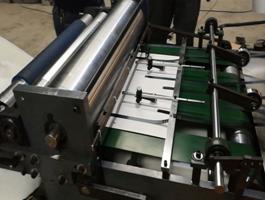
科威智能伺服在壁紙機上的應用
1.項目介紹
1.1系統結構
壁紙印刷機主要功能是將由多個單卷(單卷長度大約10m)成品壁紙連接在一起形成的一大卷壁紙,通過切刀、印刷兩部分部分最終形成固定長度上帶有印刷內容的單張壁紙,后期通過處理制作成壁紙樣品宣傳冊。系統主要由以下兩部部分構成:
切刀:將壁紙切成定長的單張;
印刷:切完后的單張壁紙印刷上所需的圖案文字;
1.2系統要求
系統的整體要求主要體現在效率和精準度上,具體表現在如下幾個方面:
(1)切紙和印刷速度要達到80張/分;
(2)切紙精度在1mm左右;
(3)印刷精度在5mm內;
(4)色標(膠帶)紙張切色標尾端,確保不能夠切到色標上。
2.實施方案
2.1控制方案
整個系統的起始點在于切刀,切刀的頻率決定拉紙伺服進紙的速度,決定送紙的頻率,決定印刷的速度。整個系統的控制架構框圖如下圖1.
圖1 系統控制架構圖
切刀電機通過變頻器控制,使用模擬量拓展模塊給定變頻器運行頻率,切刀頻率是整個系統速度的指揮棒,決定著印刷速度。
拉紙伺服通過編碼器來跟隨切刀,切刀一個周期拉紙伺服向前進紙等于設定的紙張長度。
送紙伺服電機使用智能伺服來控制,智能伺服需要處理兩部分的內容,一方面是每次固定長度的紙張,一方面是當紙張上有色標出現時,處理異常紙張。色標信號通過電眼檢測。正常情況時(沒有色標),當切刀在某一位置時(通過安裝在切刀電機軸上的霍爾開關檢測),智能伺服啟動內部提前規劃好的曲線,向前送一設定長度的紙張,然后等待下一個送紙啟動信號的來臨,在向前送紙的過程中,智能伺服會檢測色標信號,如果碰見色標信號,會自動規劃好異常紙張的曲線并且等待色標紙張處理信號來時處理。


印刷部分控制印刷棍的電機通過編碼器跟隨切刀,同切刀保持同步,保證切刀一個周期,印刷棍旋轉兩周,印刷棍旋轉兩周印刷一張紙。

2.2控制實現
軟件的載體平臺為公司自主研發的LP1-24M16R型PLC控制器和MPS-I型智能伺服。
LP1-24M16R型PLC用來處理控制系統的邏輯部分,采用公司的專用梯形圖視窗,可以根據用戶的需求方便及時的增加減和修改功能。模擬量拓展EX-2AD2DA型PLC模塊輸出一定的電壓控制變頻的頻率從而控制切刀電機的運行。
拉紙伺服和印刷輥伺服通過編碼器跟隨切刀電機。印刷輥電機控制印刷輥旋轉的位置同切刀的位置保持同步,起始點通過機械調整,對齊起始點后,印刷輥伺服通過編碼器跟隨切刀電機。拉紙伺服通過編碼器跟隨切刀電機,保證切刀每個周期內拉紙伺服電機向前進紙的長度稍大于預設值,拉紙的速度和送紙的速度是不一致的,一般送紙速度要大于拉紙的速度,但是在切刀的一個周期內拉紙長度同送紙長度是一致的,在送紙同拉紙的中間有一個彈簧張力桿來存儲一部分紙張,一方面來保證紙的張力,使紙一值處于平整狀態,另一方面避免送紙時拉紙還來不及時導致紙張斷裂。碰見色標時,在送紙伺服處理色標紙張周期內,拉紙的動作是不會改變的,拉紙長度依舊固定不變,這樣會導致兩個問題,第一個問題,彈簧張力桿部分的紙張變多,當色標紙張小于設定紙長時,可能會導致紙張接觸到地面,第二個問題彈簧張力桿部分的紙張變少,當色標紙張大于設定紙長時,可能會導致紙張斷裂。針對第一個問題,在彈簧張力桿的下部安裝一個對射電眼,當紙張下垂到這個位置時,電眼信號延遲一段時間做出反映使拉紙伺服停止工作一段時間,使拉紙長度減少。第二個問題,由于提前存儲了一定長度的紙張,并且每個周期拉紙的長度稍大于送紙的長度,這樣,即使每次色標紙張長度都大于正常紙張時,被色標紙張多帶走的部分紙張長度,會在多個切刀周期內通過拉紙部分補償回來,補償紙張多了,可以通過問題一的解決方法減少補償。
MPS-I型智能伺服用來規劃送紙電機的運動。智能伺服位置環內給定工作方式,通過公司開發的專用智能伺服軟件視窗以及專用運動指令可以直接控制電機的工作,這樣我們在梯形圖中可以提前規劃好伺服電機的動作時序,當需要控制電機運行時,只需要給伺服一個啟動信號,智能伺服就可以按照規劃的方式控制電機的運行。這一方式用來規劃壁紙印刷機切定長的紙張,可靠性好,控制精度高。在伺服的運行過程中,伺服具有外部事件中斷捕獲功能,對處理色標的信號尤為方便,當外部有色表信號來時,智能伺服可以重新規劃伺服電機的動作時序,這可以保證色標紙張的正常處理。
智能伺服運動規劃:
a.工作模式:位置環內給定;
b.無色標:以最快速度在規定時間內送長度為L(300mm—650mm)的紙長;
c.有色標:伺服下一次需要走的長度計算如下
設電眼距離刀的距離為M,色標下降沿時伺服已走的長度為C,那么伺服處理掉當前的色標行為如下:
當M-L+C-D<L時,即當前需要送去切的紙張長度不夠一個紙子L的長度,需要將這段長度為M-L+C的紙張和色標的寬度D以及色標尾端搭邊d處理掉,伺服送紙長度為M-L+C+D+d;
當M-L+C-D>L時,即當前需要送去切的紙張長度大于一個紙子L的長度:
1、當下次送紙長度在1L~2L之間
色標下降沿來臨時給D6002賦初始值0,本次紙張送完后,D6002=1;伺服再正常送完一張紙后,D6002=2,此時切換到色標送紙,下一次處理掉色標紙張,長度為M-2L+C+d;
2、當下次送紙長度在2L~3L之間
色標下降沿來臨時給D6002賦初始值-1,本次紙張送完后,D6002=0;伺服再正常送完2張紙后,D6002=2,此時切換到色標送紙,下一次處理掉色標紙張,長度為M-3L+C+d;
3、當下次送紙長度在3L~4L之間
色標下降沿來臨時給D6002賦初始值-2,本次紙張送完后,D6002=-1;伺服再正常送完3張紙后,D6002=2,此時切換到色標送紙,下一次處理掉色標紙張,長度為M-4L+C+d;
圖2 色標處理示意圖
3.項目總結
3.1系統特點
目前,使用我們的控制方案,在客戶現場有三臺機器已經正常工作五個月,我們的控制系統具有以下特點:
a.控制器以及控制軟件由我公司自主研發,使用方便,性價比優異;
b.系統靈活性強,可以方便及時的修改運動控制內容,增減功能;
c.同機械廠家合作開發新機型,切紙和印刷功能結合在一起,節省中間人工;
d.控制可靠,能夠同大多數的人機界面配套使用,可以通過畫面精準定位系統故障。
3.2產品特點
a.控制器功能強大,運動控制實現起來簡潔;
b.專用智能伺服軟件視窗以及專用運動指令可以直接控制電機的工作
c.伺服具有外部事件中斷捕獲功能,對處理色標的信號尤為方便,當外部有色表信號來時,智能伺服可以重新規劃伺服電機的動作時序,這可以保證色標紙張的正常處理。
d.精度高,切紙誤差在1mm;
下一篇:科威運動控制器在紙管機上的應用
